
Causas:
- Incongruencia del parámetro
- Planchas en mal estado
- Problemas con el gas auxiliar
- Lente de protección manchado
- Boquilla desgastada o incongruente
- Calibrar el lente colimador
Soluciones:
VIDEO SOLUCION 1 📽️ Corte deficiente / Incongruencia del parámetro
- Cargar el parámetro correspondiente al material que quiere cortar
VIDEO SOLUCION 2:📽️ Corte deficiente / Planchas en mal estado
- Considere cambiar por un material de mejor calidad o usar zonas del material en mejor estado. Afectan el corte las siguientes situaciones:
- Presencia de óxido: el óxido dificulta el corte limpio y preciso, provocando bordes irregulares o cortes incompletos.
- Deformaciones del material: Las superficies deformadas o combadas afectan la distancia focal y la estabilidad del cabezal láser, generando cortes inconsistentes.
- Bordes demasiado afilados: Bordes muy estrechos o afilados pueden afectar la precisión del corte debido a la variabilidad en la disipación térmica.
- Recubrimientos plásticos en acero inoxidable: El acero inoxidable cubierto con plástico puede reducir considerablemente la calidad del corte al trabajar con detalles pequeños o finos.
VIDEO SOLUCION 3:📽️ Corte deficiente / Problemas con el gas auxiliar
- Verifique que el uso del gas auxiliar esté configurado y operando correctamente
- Asegurarse de que la presión a la salida del tanque de oxígeno esté regulada a 6 bares.
- En el software de la máquina, ir a Ajuste de presión de aire, seleccionar Oxígeno como el gas a calibrar.
- Ingresar los valores de voltaje y presión.
- Una vez ingresados todos los valores, hacer clic en Actualizar datos.
- Verificar el funcionamiento.
- Asegurarse de que la presión a la salida del tanque de oxígeno esté regulada a 6 bares.
VIDEO SOLUCION 4:📽️ Corte deficiente / Lente de protección manchado
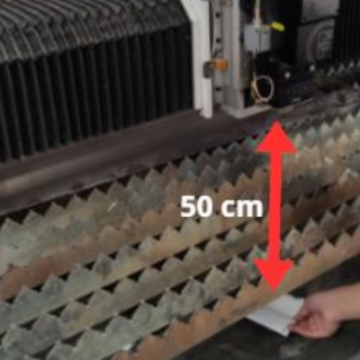
- Coloca
una hoja de papel blanco aproximadamente a 50 cm debajo del cabezal láser,
cerca del extremo final de una tolva para recolección de residuos.
Asegúrate de posicionar el cabezal de manera que el haz láser impacte
directamente sobre el papel, verificando su alineación utilizando la
función "Shutter".
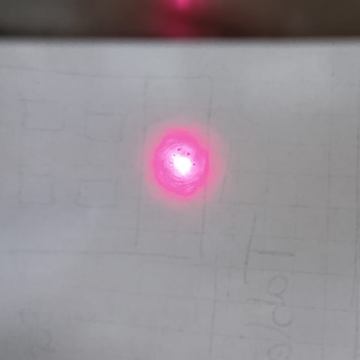
- Sobre
la proyección del haz de luz roja en el papel, inspeccionar si hay
presencia de puntos de color oscuro.
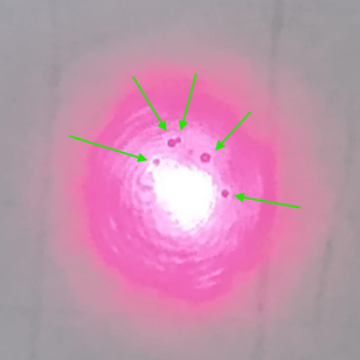
- Si hay presencia de estos puntos negros debemos determinar si se encuentran sobre el lente inferior o el lente superior. Para esto se puede acceder a los portalentes y moverlos 3mm aproximadamente hacia un lado y hacia otro consecutivamente. Si los puntos negros sobre el papel se mueven junto con el movimiento del portalentes, significa que esas manchas se encuentran en el lente en cuestión.
- VIDEO SOLUCIÓN 5: Para cambiar el lente superior o inferior, siga los siguientes pasos:
- Aflojar el seguro del portalentes hasta que se abra la compuerta, extraer el portalentes con cuidado y colocarlo sobre una superficie limpia. Cerrar la compuerta para evitar que entre polvo metálico en el segundo lente de protección.
- Sacar el seguro que sostiene el lente, levantar y retirar el lente dañado del portalentes. Desechar el lente viejo o guardarlo en un lugar seguro si no se va a usar.
- Retirar la protección plástica del nuevo lente con cuidado, sosteniéndolo por los bordes, evitar tocar la superficie del lente con los dedos, ya que la grasa de la piel puede dañarlo.
- Colocar el nuevo lente en el portalentes, asegurándose de que esté bien posicionado, verificar que no haya pelusa o suciedad en el lente antes de cerrar el portalentes.
- Colocar el seguro del lente y asegurarse de que haga un clic, volver a insertar el portalentes en el cabezal y cerrar la compuerta.
- VIDEO SOLUCIÓN 6: Para cambiar el segundo lente de protección inferior, siga los siguientes pasos:
- Apagar la máquina completamente (computadora, chiller, etc.) y desconectar todas las conexiones del cabezal
- Retirar los pernos del cabezal con llaves hexagonales y recorrer el cable de fibra óptica hacia adelante (al menos 1 metro) para permitir que el cabezal se coloque en posición horizontal.
- Aflojar los pernos hexagonales (número 4) para acceder al segundo lente de protección, usar cinta scotch para tapar los agujeros y evitar la entrada de partículas.
- Retirar el módulo que contiene el segundo lente de protección, usar un destornillador de estrella o cruz para aflojar los tres tornillos que sostienen el lente.
- Sacar el lente viejo y limpiar el área. Colocar el nuevo lente de protección, asegurándose de que esté libre de polvo y bien ajustado. Apretar los tres tornillos y asegurar el módulo.
- Dado que el primer lente también puede estar contaminado, reemplazarlo siguiendo el mismo procedimiento.
- Volver a montar el cabezal en orden inverso al desmontaje asegurar todos los pernos y conexiones. Recorrer el cable de fibra óptica hacia atrás, asegurándose de que no se doble con un diámetro menor a 25 cm.
- Encender la máquina y realizar el paso 2. verificar que el cabezal funcione correctamente.
VIDEO SOLUCION 7:📽️ Corte deficiente / Calibración del lente colimador
- Volver a cero la posición de enfoque, eje W

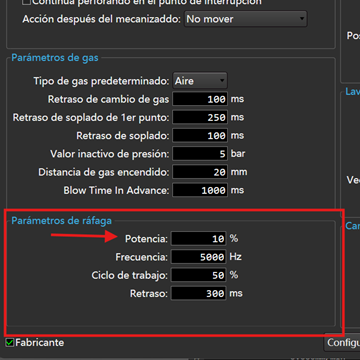
- Comprobar el porcentaje de potencia en los parámetros de ráfaga dentro de parámetros comunes. este valor debe estar entre 15 y 30%
- Pegar cinta scotch en la boquilla de la máquina
- Dar un pulso de laser
 y verificar la centricidad
y verificar la centricidad - Si el punto generado no está en el centro, realizar la calibración